
SIHUA shanghai customized hot sale rack upright roll forming machine
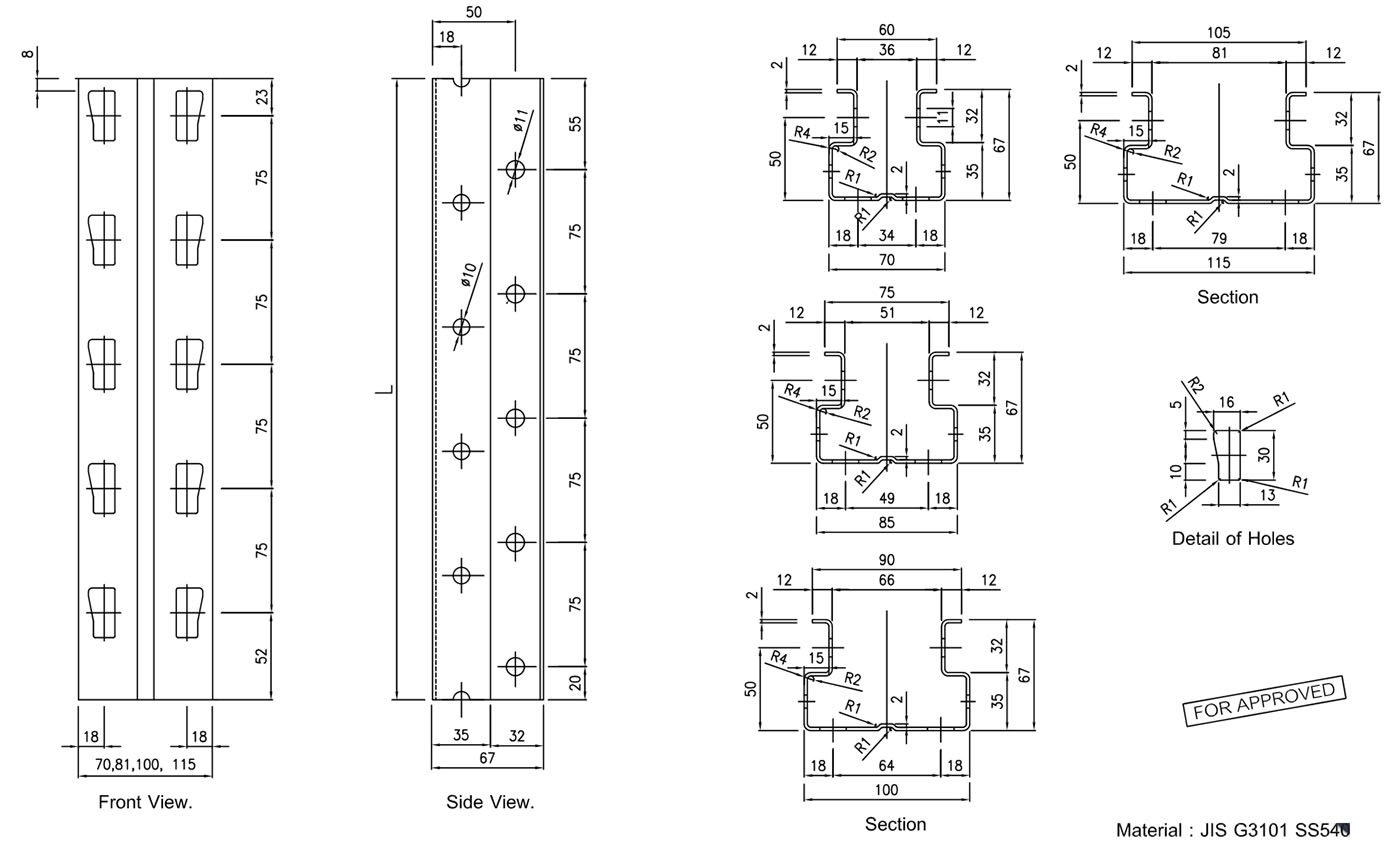
This machine takes galvanized steel or cold rolled steel as the raw materials, through the a series steps to form it into a shelving profile with specific shape and size.
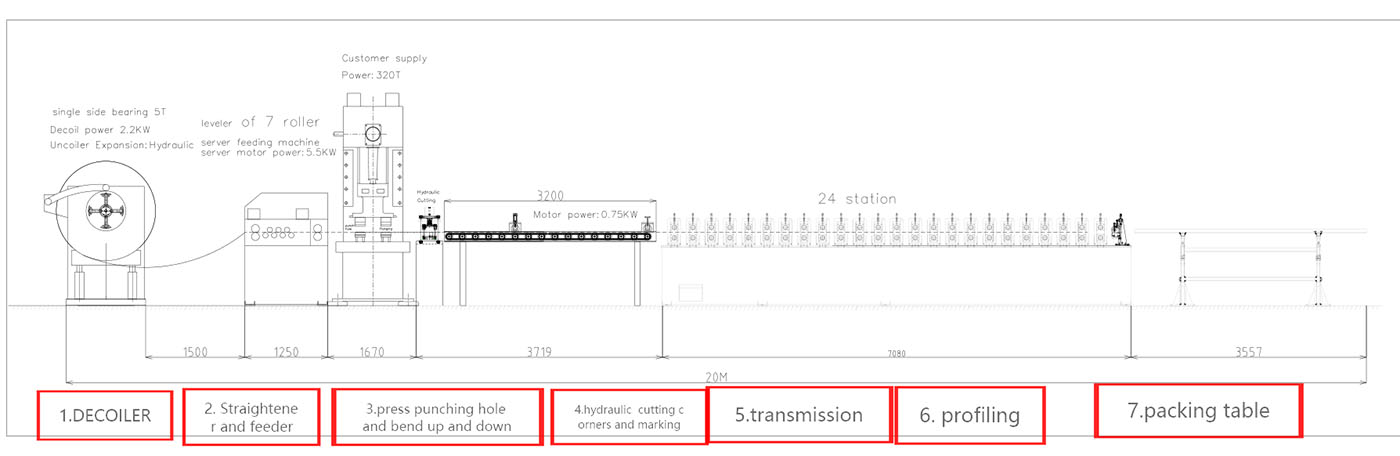
The forming steps devices include decoiler, Feeding and Leveling Device, Punching device, main forming mill, hydraulic post-cutter.
The inverter controls the motor speed, the PLC system controls length and quantity automatically, therefore, the machine achieves a continuous automatic production, which is the ideal equipment for cold roll forming industry.
Production process: de-coiler (un-coiler, straightener, servo feeder)→press machine (punching hole)→roll forming machine →cutting machine(hydraulic system give power) all parts was control by electrical control system (details as follow)



| 3 IN1 COMBE |
|
| Hydraulic de-coiler | Load capacity:4 ton with loading carriage |
| Material | 2mm, S 235 JR |
| Straightener | Material width《450MM |
| Servo feederfeed | pitch accuracy is +-0.15mm, Brand of PLC is Mitsubishi |
| Servo motor power is 2.9 kw, brand is YASKAWA | |
| Press machine and punching die | |
| Capacity is 125ton | |
| Storage rack upright roll forming machine |
|
| Product speed | 20-30m per min |
| Roller row | 22steps+ (correct straight) |
| Shaft diameter | Φ70mm, material-40Cr, heat treatment |
| Roller material | Cr12MoV vacuum heat treatment hardness: 58-62HRC |
| Motor with one big reducer Power | 30KW Brand siemens |
| Bevel gear reducer model | T10 22pc |
| Installed cooling for each roller | |
| Cutting table with locate pin |
|
| Cut mold | 4 sets. Material:SKD11 |
| Guide rail brand | HIWIN |
| Cylinder | ARITAC |
| Servo motor brand Yaskawa 4.4kw |
|
| Hydraulic system | |
| Hydraulic pump flow | 50L/min |
| Motor power | 11KW; SIEMENS |
| Hydraulic solenoid value number | 2set, REXROTH |
| Hydraulic accumulator capacity 25L | |
| Tank volume | 220L. |
| Electric control system |
|
| Encoder | OMRON(Japanese brand) |
| Frequency motor | 30KW (TECO) |
| PLC | MITSUBISHI (Japanese brand) |
| Human interface | KINCO |
| Relay | OMRON (Japanese brand) |
| Packing table |
|
| Length | 6.5 M |





